服務熱線
186-0629-6520

服務熱線
186-0629-6520
聯系人:杭經理
手 機:18606296520(微信同號)
郵 箱:291646570@qq.com
網 址:www.3ya3ya.com
地 址:上海市奉賢區海灣鎮五四公路4399號
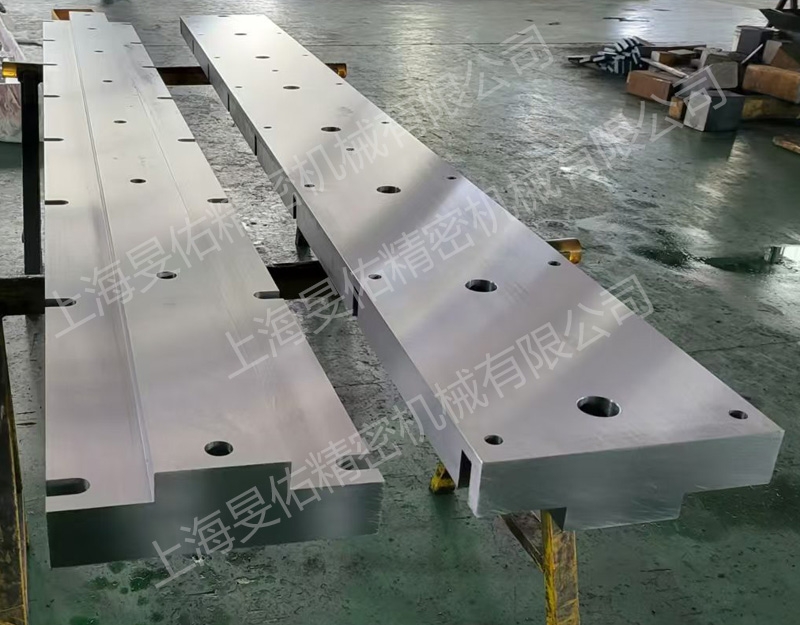
機床導軌在長期使用過程中,由于摩擦、沖擊、振動等原因,不可避免地會出現磨損現象。及時有效地修復導軌磨損對于保證機床的加工精度和性能至關重要。以下是關于機床導軌磨損修復的詳細做法。
一、修復前的準備工作
磨損情況評估
需要對機床導軌的磨損情況進行全面而準確的評估。使用專業的測量工具,如卡尺、千分尺、粗糙度檢測儀等,測量導軌的關鍵尺寸,包括導軌的寬度、高度、直線度、平行度以及導軌表面的粗糙度等。
同時,觀察導軌表面的磨損形態,判斷磨損的類型是均勻磨損還是局部磨損,是粘著磨損、磨粒磨損還是疲勞磨損等。根據磨損情況的評估結果,確定合適的修復方法和修復材料。
機床拆卸與清潔
將需要修復的機床部件進行拆卸,特別是與導軌相關的部件,如滑塊、絲杠、防護罩等。在拆卸過程中,要注意標記各個部件的位置和安裝順序,以便在修復后能夠正確地安裝回去。
對拆卸下來的導軌進行徹底的清潔,去除表面的油污、鐵屑、灰塵等雜質。可以使用清洗劑、溶劑等進行清洗,對于頑固的污垢,可以采用噴砂、打磨等方法進行處理。清潔后的導軌表面應干凈、光滑,以便后續的修復工作。
修復材料和工具準備
根據導軌的材質和磨損情況,選擇合適的修復材料。常見的修復材料包括耐磨焊條、堆焊材料、金屬修補劑、導軌膠等。對于磨損較輕的導軌,可以選擇金屬修補劑進行修復;對于磨損較嚴重的導軌,可能需要采用堆焊或熱噴涂等方法進行修復。
同時,準備好所需的工具,如焊接設備、打磨工具、刮研工具、測量工具等。焊接設備應根據修復材料的要求進行選擇,確保能夠滿足焊接工藝的需要。打磨工具包括砂輪、砂紙等,用于修復后的表面處理。刮研工具用于對導軌進行精密刮研,以恢復其精度。

二、修復方法的選擇與實施
表面修復方法
對于表面磨損較輕的導軌,可以采用表面涂覆的方法進行修復。例如,使用金屬修補劑或導軌膠,將其均勻地涂抹在導軌磨損部位,然后按照材料的固化要求進行固化。固化后的修復層應具有良好的耐磨性和附著力,能夠滿足機床的使用要求。
對于磨損較嚴重的導軌,可以采用堆焊的方法進行修復。選擇合適的耐磨焊條或堆焊材料,使用焊接設備在導軌磨損部位進行堆焊。堆焊時要注意控制焊接電流、電壓和焊接速度,確保堆焊層的質量和性能。堆焊完成后,使用打磨工具對堆焊表面進行打磨,使其表面光滑平整,達到所需的尺寸和精度要求。
熱噴涂也是一種常用的導軌表面修復方法。通過將耐磨材料加熱至熔融狀態,然后以高速噴涂在導軌表面,形成一層耐磨涂層。熱噴涂可以選擇不同的材料,如碳化鎢、陶瓷等,根據機床的工作要求和導軌的材質進行選擇。
精度恢復方法
導軌磨損修復后,需要對其精度進行恢復。對于直線度和平行度的恢復,可以采用刮研的方法。使用刮研工具,如刮刀、平板等,對導軌表面進行精密刮研,通過不斷地測量和調整,使導軌的直線度和平行度達到設計要求。
對于導軌的尺寸精度恢復,可以采用磨削或加工的方法。使用磨床或加工中心等設備,對導軌進行精密加工,使其尺寸恢復到原始尺寸或滿足設計要求的尺寸公差范圍內。在加工過程中,要注意控制加工參數,確保加工質量和精度。
潤滑系統的檢查與修復
機床導軌的潤滑系統對于減少磨損和延長使用壽命起著重要作用。在修復導軌磨損的同時,需要對潤滑系統進行檢查和修復。檢查潤滑管路是否暢通,潤滑泵是否正常工作,潤滑油或潤滑脂的質量是否符合要求等。
如果發現潤滑系統存在問題,應及時進行修復或更換相關部件。同時,根據導軌的修復情況和工作要求,選擇合適的潤滑油或潤滑脂,并按照規定的潤滑周期進行潤滑。

三、修復后的檢測與調試
精度檢測
使用專業的測量工具,如三坐標測量儀、激光干涉儀等,對修復后的機床導軌進行精度檢測。檢測項目包括導軌的直線度、平行度、垂直度、尺寸精度以及表面粗糙度等。將檢測結果與設計要求進行對比,確保修復后的導軌精度符合機床的使用要求。
如果檢測結果不符合要求,需要進一步對導軌進行調整和修復,直到達到精度要求為止。
運行調試
將修復后的機床部件重新安裝到機床上,并進行運行調試。在調試過程中,要注意觀察機床的運行狀態,包括導軌的運行平穩性、噪音、振動等情況。同時,檢查機床的加工精度是否滿足要求,通過加工一些試件來檢驗機床的加工性能。
如果在調試過程中發現問題,應及時進行排查和解決。可能需要對導軌的安裝位置、潤滑系統、傳動系統等進行進一步的調整和優化,以確保機床的正常運行。
質量驗收
經過一段時間的運行調試后,如果機床的運行狀態穩定,加工精度滿足要求,那么可以進行質量驗收。編寫修復報告,詳細記錄導軌磨損的情況、修復方法、修復材料、檢測結果等信息,作為質量驗收的依據。
邀請相關技術人員和質量管理人員對修復后的機床進行驗收,驗收合格后,機床可以正式投入使用。
186-0629-6520